| |
Chez le tonnelier
Montbrison,
1983, reportage et clichés et dessins d'Anne L. et
de Pascale P.
Naissance d'un tonneau
Dans la forêt le bûcheron marque
les arbres à abattre au moyen de la hachette.
Autrefois beaucoup de matières premières étaient
récupérées au moment de l'abattage. Le
bûcheron fendait l'écorce avec un fendoir
et la soulevait avec l'écorçoir.
Cette écorce, lorsqu'il s'agissait de chênes ou
de châtaigniers, était mise en bottes et livrée
aux tanneries qui l'utilisaient pour la fabrication du tan.
Avant d'abattre les arbres, il convenait
de s'assurer d'une époque favorable. "Il faut
abattre le bois en lune vieille et par vent de bise, alors il
se conservera. Si on l'abattait en lune nouvelle et par vent
matinal il pourrirait." Mais il faut aussi tenir compte
de la saison, les bois abattus vers la fin de l'hiver, avant
la montée de la sève sont les meilleurs.
Une fois l'arbre abattu le tonnelier demande
à un spécialiste de le lui débiter en merrains
puis en douves. Le fendeur de merrain
élimine le coeur de l'arbre. Il le scie en épaisses
grumes dont la longueur correspond
approximativement à la dimension des douelles
commandées par le tonnelier. Ces billes sont ensuite
débitées à la hache puis à la masse
et au coin. Le fendeur
de merrain conserve uniquement la partie dure et cohérente
du bois. L'aubier, la partie tendre et juteuse qui se trouve
immédiatement sous l'écorce, est inutile. Les
fibres doivent être serrées et denses pour sécréter
une quantité suffisante de tanin
pour la coloration et la conservation du vin et de l'alcool.
Les planches débitées sont réparties selon
leur taille et leur volume. Le merrandier
s'aide de la plane pour équarrir et aminçir les
futures douelles. C'est un travail
de précision qui nécessite un coup d'oeil constant,
travail apparemment simple mais qui demande une continuelle
sûreté d'appréciation.
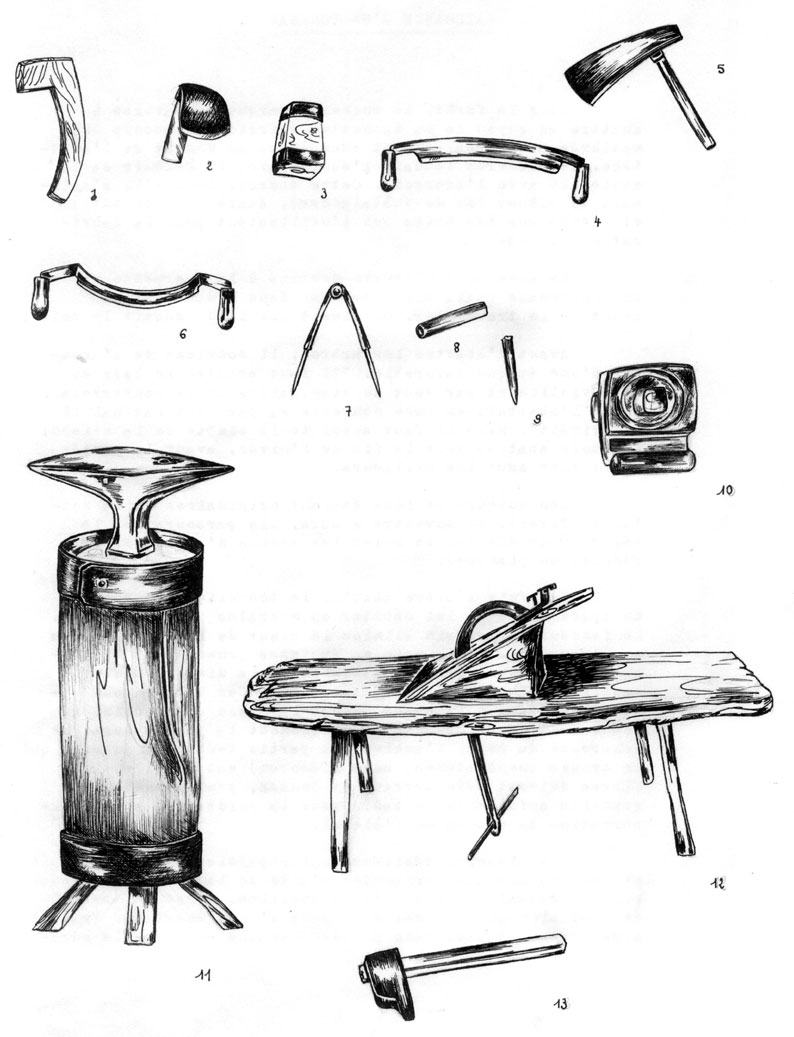
1
- La clef : il en existe une
adaptée à chaque dimension de tonneau. Elle
donne l'inclinaison du joint de la douelle.
2
- Le rognoir sert à biseauter
les rebords du fût pour former le chanfrein.
3
- La chasse permet d'enfoncer
les cercles.
4 - La plane biseaute les fonds
du fût.
5 - L'herminette
a le même rôle que le rognoir
mais elle est employée pour les fûts de plus
grande dimension.
6 - La plane
creuse pour évider les douelles.
7 - Le
compas est employé pour tracer le fond.
8 - 9 - La bouterolle et le poinçon
servent à river les cercles.
10 - Le jabloir
creuse la rainure qui recevra le fond.
11 - La bigorne est une petite
enclume posée sur un plot de bois.
12 - Le banc du tonnelier facilite
le biseautage du fond.
13 - La
marteau est utilisé à divers moments
de la fabrication.
 1
1
Le matériau de base
du tonnelier se nomme la douve
ou douelle ; c'est une planche
rectangulaire et de largeur variable. Elle va être
travaillée avec la plane
creuse, c'est l'évidage.
Puis on va accentuer le renflement naturel de la planche.
C'est le dolage qui va être
effectué avec la doloire.
Les douelles, une fois achevées,
sont passées sur la colombe
(1), afin d'en biseauter les extrémités.
 2
2
Il
existe une clef différente
pour chaque dimension de tonneau. C'est avec l'une d'elle
que l'on vérifiera l'inclinaison de chaque joint
(2), vingt à trente douelles
vont ainsi être façonnées.
 3
3
Il est maintenant
possible de procéder au montage.
C'est à l'aide d'un cercle ou moule
que l'on va placer une par une, toutes les douelles,
les unes contre les autres pour former le pourtour du tonneau
(3).
 4
4
Ce montage
est ensuite enserré d'un second cercle enfoncé
avec la chasse. La ruche
est constituée (4).
 5
5
Le tonneau ainsi fermé dans sa
partie supérieure est encore ouvert à la base.
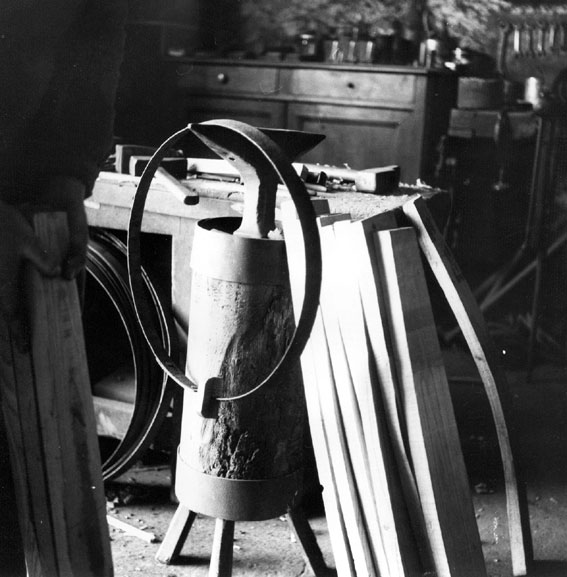
Pour placer les derniers cercles il convient donc de faire
"travailler" le bois. Le tonnelier, après
avoir pris soin d'arroser abondamment les douelles,
va allumer un feu de copeaux au milieu de la ruche.
Sous l'effet de la chaleur et de la vapeur d'eau le bois
va chauffer, "travailler", s'assouplir. C'est
le cintrage. Lorsque le feu
est éteint, il est alors aisé de refermer
les douelles, doucement, à
l'aide d'un câble. C'est le billage.
Toutes les douves se rejoignent maintenant exactement. Il
est possible de poser les derniers cercles afin de ceinturer
le col du fût (5).
 6
6
Le tonneau a pris sa forme
définitive. Il est dressé puis passé
au racloir afin d'effacer les
rugosités extérieures et le rendre lisse et
uni (6)
 7
7
Il ne manque plus que les
fonds. Le fût est posé sur la chaise
à rogner et creusé à chaque
extrémité avec le jabloir.
C'est ici que les deux fonds viendront se loger (7).
 8
8
Le chanfrein est biseauté
avec l'herminette lorsqu'il
s'agit d'un fût de grande capacité, ou avec
le rognoir, comme c'est le
cas présent (8).
 9
9
Le tonnelier dispose plusieurs
planches et trace au compas
les futurs fonds (9).
 10
10
 11
11
Ces planches
sont ensuite assemblées avec des
goujons (sorte de petites pointes sans tête).
Il est aussi possible d'intercaler un
jonc qui servira de joint (10) (11).
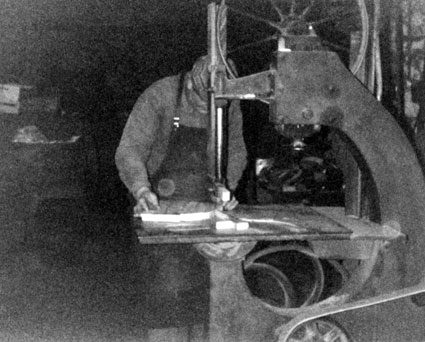 12
12
Le fond
est alors découpé avec la
scie à ruban (12).
 13 13
 14
14
C'est avec la
plane que vont être taillés
les bords du fond. Ce travail est effectué sur le banc
du tonnelier. Le fond est prêt. Les cercles des extrémités
vont être ôtés pour faciliter le fonçage,
c'est-à-dire la mise en place du fond. Il suffit maintenant
de cercler à neuf (13) (14).
 15
15
 16
16
Le cercle est pris dans
un rouleau de feuillard.
Il est biseauté à l'une de ses extrémités,
et c'est avec quelques coups de marteau qu'il va commencer
à prendre forme. Le cercle n'est pas soudé
mais rivé. Ce procédé assure une meilleure
résistance. Cette opération s'effectue sur
la bigorne, une sorte d'enclume
posée sur un plot de bois (15) (16).
 17 17
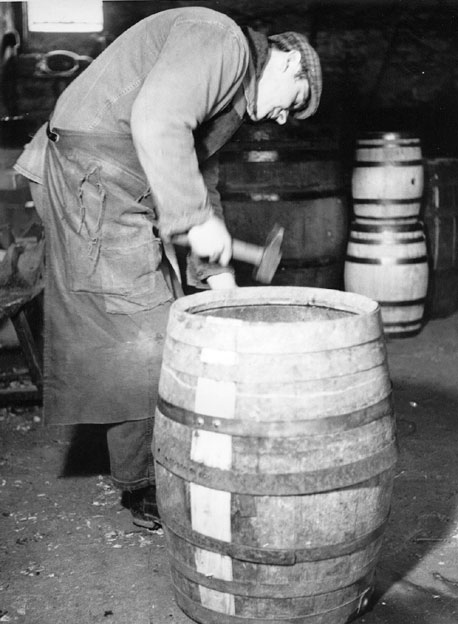
Le cercle peut maintenant
être mis en place autour du fût, enfoncé
par la chasse et le marteau
(17).
Le cerclage n'a pas toujours
été fait avec des cercles de fer. Autrefois
cette opération était effectuée par
le cerclier. Cet artisan travaillait
près des taillis de châtaigniers où
il coupait les jeunes pousses de six à huit ans.
A l'aide d'une serpette, elles
étaient fendues en deux suivant le creux de la moelle.
Ce travail, très délicat, nécessitait
une grande adresse. L'écorce ne devait pas être
abîmée dans un souci d'esthétique. Les
branches flexibles, une fois travaillées, étaient
cintrées dans un moule spécial. Elles allaient
ensuite embellir les fûts qui pouvaient ainsi être
roulés sans bruit.
(Anne
L. et Pascale P.)
*
* *
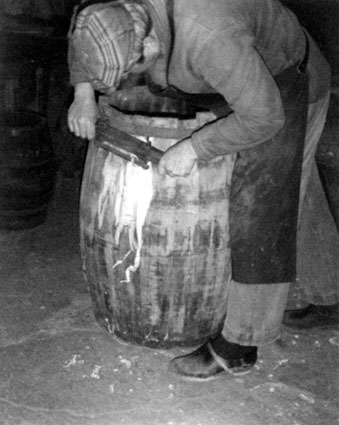
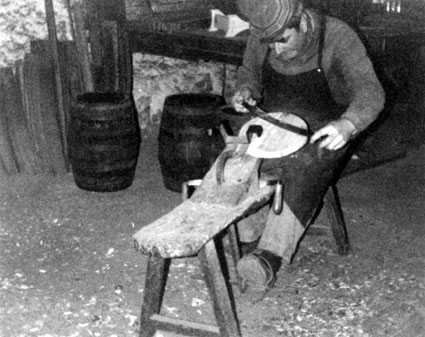
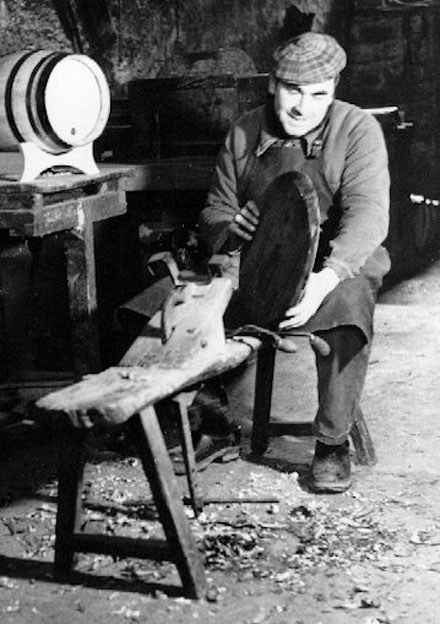
Le dernier tonnelier de
Montbrison
C'était il y a un quart de siècle,
chez Henri Liaud, tonnelier

Montbrison, boulevard
de la Madeleine, l'atelier est ouvert

et le
tonnelier est à son ouvrage...

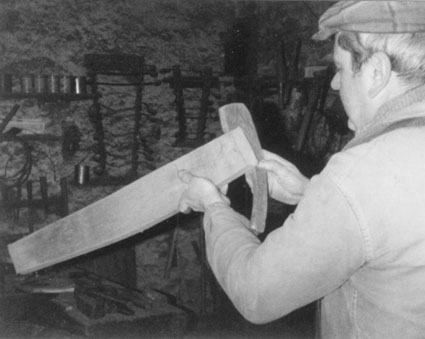
Casquette, tablier de
cuir, galoches et le "rognoir" en main
pour biseauter les rebords du fût.

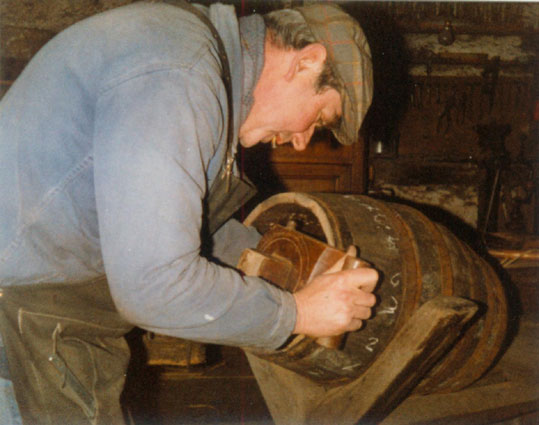
Gestes précis
pour un travail patient et minutieux ...

Le "jabloir" a creusé la rainure qui recevra
le fond du tonneau.
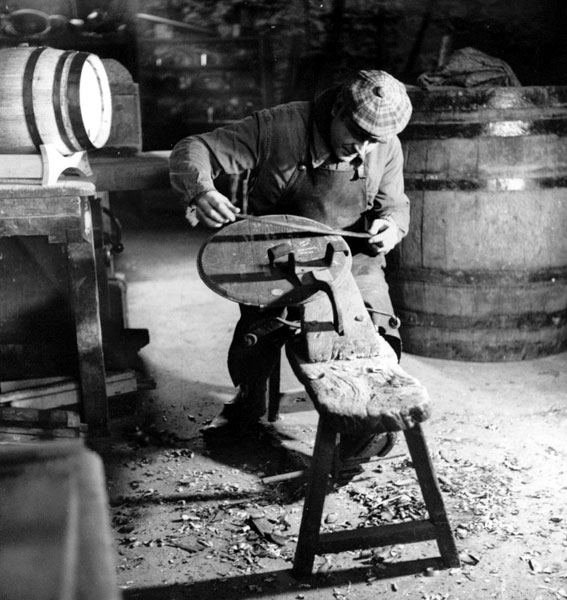
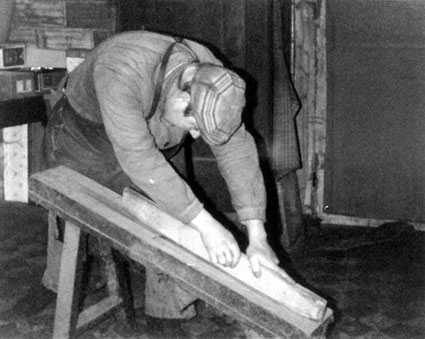
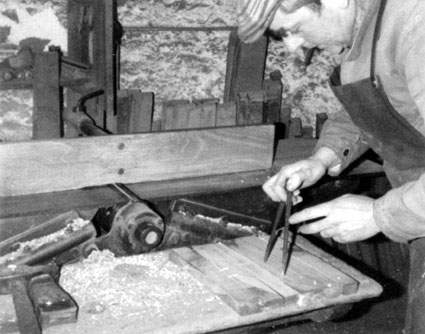
Travail au "banc"
avec la plane pour biseauter le fond du fût :

beaucoup d'attention.
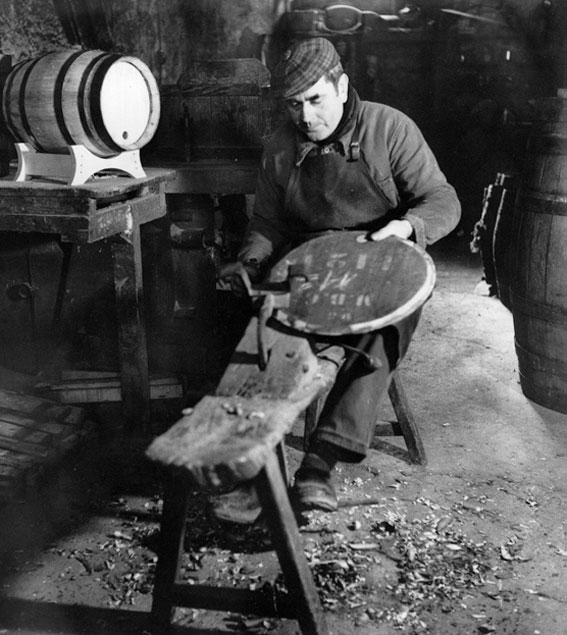
pour un travail parfait.
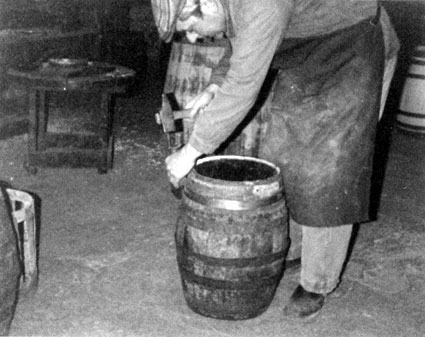
C'est réussi.
Mise en place du fond.

Le "banc" de tonnelier

La bigorne
Préparation des cercles.

Le tonneau est fini.

Les outils ont sagement
repris leur place.
*
* *
(1926, "réclame"
tonnellerie Liaud, presse locale)
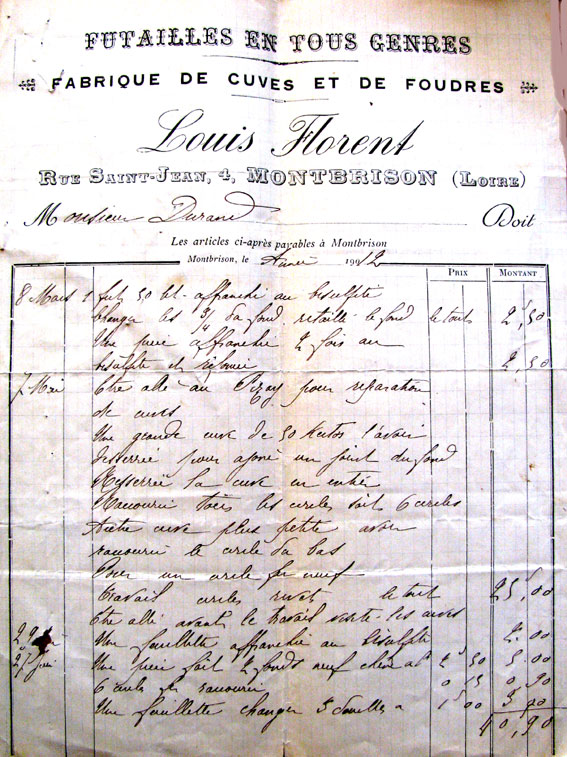
Facture d'un tonnelier, Montbrison,
1912
Voir aussi deux articles
:
Pierre-Michel
Therrat, Velte pour jauger
les tonneaux, Village de Forez n° 89-90
Pierre-Michel Therrat, Méchage
des fûts, Village de Forez, n° 97-98
et
les pages :
textes
et documentation
Joseph Barou
questions,
remarques ou suggestions
s'adresser :
|
|
30 janvier 2015
|
|
|
|